适用版本:NX1926以上
-
五轴联动加工前进行3+2定位
-
3+2定位加工前五轴联动定位
图1为五轴联动刀轨,在加工前没有进行3+2定位,可以看出机床换完刀具后直接五轴联动定位到刀轨逼近处,非常危险。如操作工对刀不正确,程序运行后可能会发生撞机事件,因为是五轴联动运动,动作不直观,操作工也很难判断刀轨是否正确,很难及时停机。
图1
图2为五轴联动加工前先进行3+2定位,图2所示的动作当前运行到N240行,此时工件已经摆好位置,机床只需运行Z轴就能到达逼近点,非常安全。
图2
图3为3+2定位加工前没有进行五轴联动定位,此时刀具直接从工件中间穿过,已经发生撞机事件。

图3
图4为3+2定位加工前进行五轴联动定位,图4所示动作执行到N200行,已经完成五轴联动定位,刀具也已经安全定位到逼近点。

图4
下文将说明以上两功能的具体应用方法:
(1)执行菜单→工具→机床实用工具→后处理配置器→新建后处理,如图5所示。
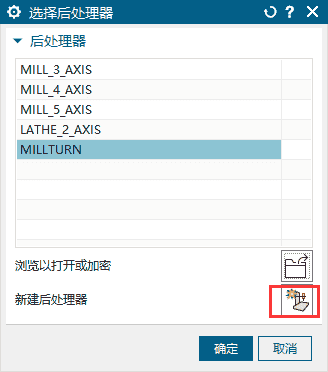
图5
(2)在新建后处理对话框内如图6所示设置,确定。
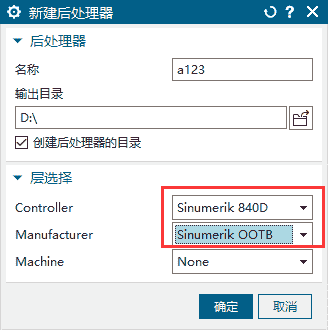
图6
(3)如图7所示,将机床结构改为5_axis_dual_table。
图7
(4)如图8所示,执行Kinematicssetting→TCPM kinematics→预定位TCPM工序→开,确定。
图8
(5)执行Motion_Setting→Additional_Motions→用于定位工序的逼近运动拆分→开,如下图9所示。
图9
(6)保存后处理,选择一个五轴联动刀轨后处理效果如图10所示。
图10
(7)3+2定位加工前五轴联动定位功能只针对双转头机床,因此如下图11所示将机床结构改为5_axis_dual_head。
图11
(8)执行Kinematicssetting→Tilting Plane Kinematics→预定位平面工序→开,如下图12所示。
图12
(9)保存后处理,选择一个3+2刀轨后处理效果如图13所示。
图13
声明:本站部分文章及图片源自用户投稿,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!