本章目的:设计符合注塑(塑胶)工艺的零件,不再犯简单错误,不必再为反复修改模具而烦恼。
1.基础阅读
①进阶篇:2)DFMA方法的运用;
②需要一台FDM3d打印机:请查看
基础篇:8)结构设计装备必备;
2.注射成型(Injection Molding)工艺
注射成型(Injection Molding),简称注塑,是一种通过将材料注射到模具中制造零件的制造方法。是塑胶加工工艺的一种。
在这个过程中,塑料被放置到料斗,然后料斗将塑料加热注入,它是通过一长的腔室与一个往复螺杆推压。之后,它被软化成流体状态。喷嘴位于腔室的末端,流体塑料通过喷嘴强制冷却,闭合模具。当塑料冷却和固化时,半成品从压机中退出。
2.3 注塑工艺视频
先看视频理解,再去现场确认,这是基本的学习路子。 1)最小桌面注塑机
3.DFM注塑件设计指南
本节就开始介绍设计注塑件需要注意的设计指南。
3.1 注塑模具可行性设计
产品设计需要考虑注射模具结构的可行性和提高模具的使用寿命。
3.1.1 理解注塑的原理,设计符合注塑工艺的零件
如下图所示:
3.1.3 避免模具出现薄铁以及强度太低的设计
在塑胶件中,如果两个特征距离非常近,那么在模具上相对应的部位就是一块薄铁,如图3-72所示,这容易造成模具强度低、寿命短,因此需要避免在模具上出现薄铁以及强度太低的设计。
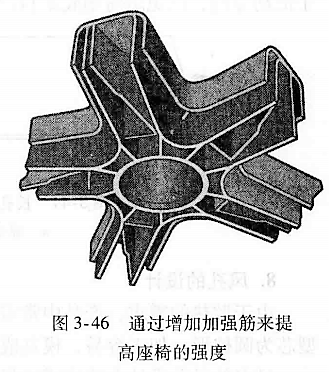
为了保证和提高零件强度,产品设计工程师往往倾向于选择较厚的零件壁厚。
事实上,通过选择较厚零件壁厚来保证和提高零件强度不是最好的方法。零件强度的提高可以通过添加加强筋、设计曲线或波浪形的零件剖面等来获得,这不但可以减少零件的材料浪费,也缩短了零件注射成型的周期。
3.2.3 零件壁厚均匀
最理想的零件壁厚分布是在零件的任一截面上零件厚度均匀一致。不均匀的零件壁厚会引起零件不均匀的冷却和收缩,从而造成零件表面缩水、内部产生气孔、件翘曲变形、尺寸精度很难保证等缺陷。
常见塑胶件均匀壁厚设计的范例如图3-20所示。
3.2.4 软件壁厚分析功能
关于塑胶件的壁厚,可以用软件的壁厚分析功能查看,更加直观清晰。
3.3 避免尖角
塑胶件的内部和外部需要避免产生尖角,尖角会阻碍塑胶熔料的流动,容易产生外观缺陷;同时在尖角处容易产生应力集中,降低零件强度,使得零件在承受载荷时失效。因此,在塑胶件的尖角处,应当添加圆角,使得零件光滑过渡。
//因此,结构工程师在3d模型上应该尽量加上圆角。塑胶件开模时用的是3d图。
3.3.1 避免在零件外部尖角(分模线处例外)
塑胶件外部圆角设计如图3-22所示。
如果在连接处增加一段约1.5m的平面,在飞边和浇口的去除过程中,飞边和浇口很容易被去除,如图5-18所示。(注塑件一般不用这么注意)
3.3.3 避免在壁连接处产生尖角(内圆角0.3T<R<0.8T,一般0.5T)
应力集中是塑胶件失效的主要原因之一,应力集中降低了零件的强度,使得零件很容易在冲击载荷和疲劳载荷作用下失效。
应力集中大多发生在零件尖角处。塑胶件应当避免尖角的设计,在尖角的地方添加圆角,以减小和避免应力集中的发生。零件尖角容易出现在零件主壁与侧壁连接处、壁与加强筋连接处、壁与支柱连接处等。
零件内部圆角与应力集中系数的关系如图3-25所示。其中T为零件壁厚,R为零件内圆角,p为零件承受的载荷。
3.3.4 注塑件圆角也是对模具电极的一种保护
在模具加工中,放电加工是一种常用的加工方式,特别是针对复杂曲面。在这种加工方式中,就需要用到电极。
电极的尖角、棱边等凸起部位,在放电加工中比平坦部位损耗要快。
所以一些有担当的模具工程师,反而会要求零件设计有圆角,不然自己也会给塑胶模具加上最小的0.2的圆角。
3.3.5.2 塑胶零件模型所有的边都打上圆角,一般第一次打圆角建议值为R0.5
打圆角步骤:一般先用边圆角打重要的边,再打不重要的边,最后用面圆角打剩余的边。面圆角少用,因为不容易控制和修改。
圆角可以用边圆角分类多打几次,不要一次性打完所有圆角,这样也不容易控制和修改。
3.3.5.3 按照-避免尖角–的原则,修改圆角值,达到最优化的要求
当然,一些特殊的,一眼可见的圆角可以直接打R1等值。
3.4 加强肋的设计
3.4.2 加强筋的高度不能超过塑胶零件厚度的3倍
为了提高零件的强度,加强筋的高度越高越好。但加强筋的高度太高,零件注射闲难,很难充满,特別是当加强筋增加脱模斜度后,加强筋的顶部尺寸变得很小时。加强筋的高度一般不超过塑胶件壁厚的3倍,即H≤3T。
3.4.3 加强筋根部圆角为塑胶零件厚度的0.25~0.5倍
如上一节所述,加强筋的根部需要增加圆角避免应力集中以及增加塑胶熔料流动性,圆角的大小一般为零件壁厚的0.25~0.50倍,即R=0.25T~0.50T。
3.4.4 加强筋的脱模斜度一般为0.5°~1.5°
为了保证加强筋能从模具中顺利脱出,加强筋需要一定的脱模斜度,一般为0.5°~1.5°,斜度太小,加强筋脱模困难,脱模时容易变形或刮伤;斜度太大,加强筋的顶部尺寸太小,注射困难,强度低。
3.4.5 加强筋与加强筋之间的距离至少为塑胶零件厚度的2倍
加强筋与加强筋之间的间距至少为塑胶件壁厚的2倍,以保证加强筋的充分冷却,即S≥2T。
3.4.6 加强筋的设计需要遵守均匀壁厚原则
加强筋设计需要遵守均匀壁厚原则。加强筋与加强筋连接处、加强筋与零件壁连接处添加圆角后,很容易造成零件壁厚局部过厚。
如图3-30所示,加强筋与加强筋连接处增加圆角后会造零件壁厚局部过厚,容易造成零件表面缩水。此时可在局部壁厚处做挖空处理,保持零件均匀壁厚,避免零件表面缩水的发生。
3.4.7 加强筋的顶端增加斜角避免困气
加强筋顶端应避免直角的设计,在注射过程中,直角的设计很容易造成顶端困气,带来注射困难和产生注射缺陷。如图3-31所示,可以在加强筋顶端增加斜角或圆角避免零件困气问题的产生。
3.5 支柱的设计
3.5.8 单独的支柱四周增加加强筋补强
当支柱远离浇口时,在支柱上很容易产生熔接痕,熔接痕会降低支柱的强度。当支柱是自攻螺钉支柱时,由于强度不足,支柱常常会在径向力作用下而发生破裂,对固定金属嵌件的支柱也是如此。因此,需要在单独的支柱四周添加加强筋,增加支柱的强度,同时在加强筋与支柱的连接处添加一定的圆角。
单独支柱的加强筋补强设计如图3-35所示。
3.6 孔的设计
3.6.1 孔的深度不能太深(若太深,采用阶梯孔成型)
塑胶件的孔、槽以及凹坑是通过模具上的型芯而成型的。型芯是模具上凸起的部分,型芯尺寸影响着模具的寿命和零件的质量等。在零件注射过程中,过高过长的型芯承受着较高的塑胶熔料冲击力,很容易引起型芯的位置移动,从而造成孔槽等尺寸误差大,或者在长期的冲击力之下,型芯容易发生折断而降低使用寿命。因此,塑胶件的孔、槽以及凹坑等相关尺寸设计必须保证合适型芯的尺寸,从而保证模具寿命和提高零件质量等。
塑胶件上常见的孔大致可以分为不通孔、通孔和阶梯孔3种。
当不通孔的直径小于5mm时,孔的深度不应该超过孔直径的2倍;当不通孔的直径大于5mm时,孔的深度不应超过孔直径的3倍。
通孔比不通孔更容易制造,因为型芯可以分布在凸、凹模两侧,通孔的深度可以适当加大。当通孔的直径小于5mm时,孔的深度不应该超过孔直径的4倍;当通孔的直径大于5mm时,孔的深度不超过孔直径的6倍。
不通孔和通孔的深度推荐值如图3-37所示。
3.6.2 避免盲孔(不通孔)底面太薄
不通孔底部厚度至少应当大于不通孔直径的0.2倍,如图3-39a所示。底部太薄,不通孔强度低,同时背面容易产生外观缺陷。如果底部太薄,则可以考虑使用图3-39b所示的方法增强不通孔的强度。
3.6.4 零件上的孔尽量远离零件受载荷部位
由于孔去除了零件的材料,降低了零件的强度;同时孔的周围(特别是有很多孔时)很容易产生熔接痕(见图3-41),零件的强度被进一步降低。塑胶零件常常因为过多的孔而造成强度降低。因此在零件受载荷部位。应尽量避免放置太多的孔。
3.6.6 避免与零件脱模方向垂直的侧孔
为简化模具结构,降低模具成本,零件设计需要避免与脱模方向垂直的侧孔。孔的设计应尽量使得模具结构简单。
与零件脱模方向垂直的侧孔在模具上需要使用侧向抽芯机构,这会增加模具的复杂程度,造成模具成本的上升。在保证零件功能的前提下,可以通过设计优化来减少和避免侧向抽芯机构的使用。如图3-43所示的塑胶件,下侧的孔需要侧向抽芯机构,模具结构复杂;而上侧的孔由于设计优化则可以直接脱模,不需要侧向抽芯机构,模具结构简单。
3.6.8 风孔的设计
3.7.2 雕刻区通常要求咬薄薄的花纹HT106,目的:避免在塑胶成型时出现流痕.
//注:加强筋可以减少零件零件整体的变形,但加强筋只要添加就会给零件带来表面的收缩,影响外观。所以真正需要注意零件外观时,可以考虑加厚零件而非加强筋。
声明:本站部分文章及图片源自用户投稿,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!