
适用版本:NX7.5以上
机加工倒角已经越来越多的取代原有的手工倒角模式,这种方式需要更多、更好的数控编程刀路作为驱动,优秀的刀路就是好的倒角保证,以铣削加工为例,许多产品的倒角刀路也不再是传统意义上的一刀完成,由于产品材料硬度或者刀具性能限制等原因,这时需要通过多刀路来完成加工。
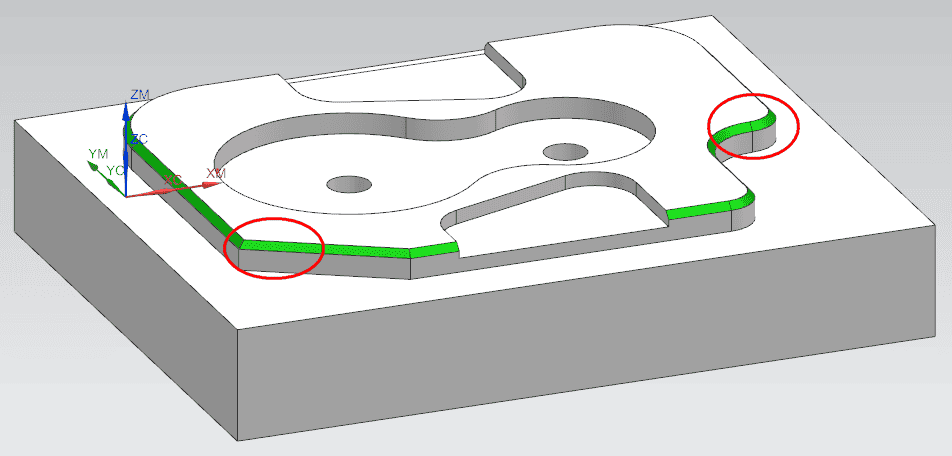
图1
以图1所示绿色部分倒角为例,看看如何创建并完成两种深度多刀的倒角刀路。首先,创建一把D16C2倒角刀,确保倒角刀具形状有效部位满足产品倒角尺寸需要。

图2
方法一
刀轴方向深度多刀加工
创建平面铣-轮廓加工,定义部件边界及底平面,生成如下结果:
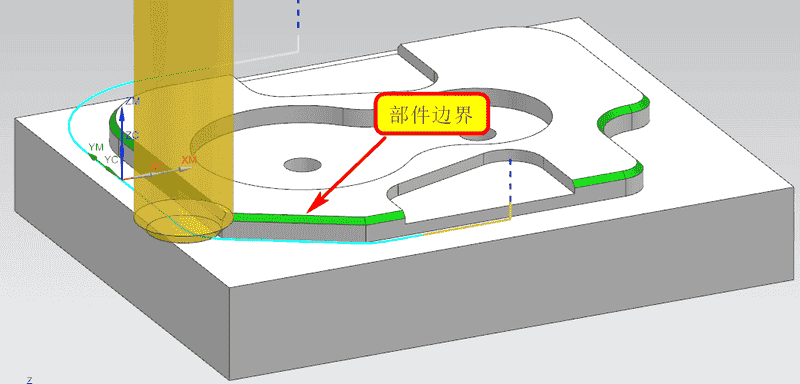
图3
定义切削层,设置恒定深度值,得出多刀加工刀路,结果如下:

图4
从图3结果可以看出,随着深度的增加,切削刀路是向外延展的趋势,该趋势也是倒角的斜面趋势,这种加工结果也是始终采用刀具顶部完成的。
方法二
斜角法向深度多刀加工
创建固定轴轮廓铣-曲面区域驱动,定义倒角面为驱动面,生成如下单刀路结果:

图5
定义部件,把倒角面定义为部件,切削参数设置多刀路(切深),投影矢量设置“垂直驱动”
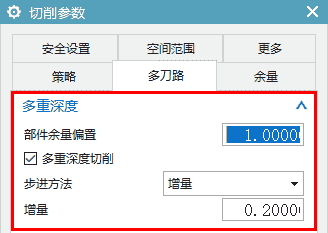
图6
生成刀路结果如下:
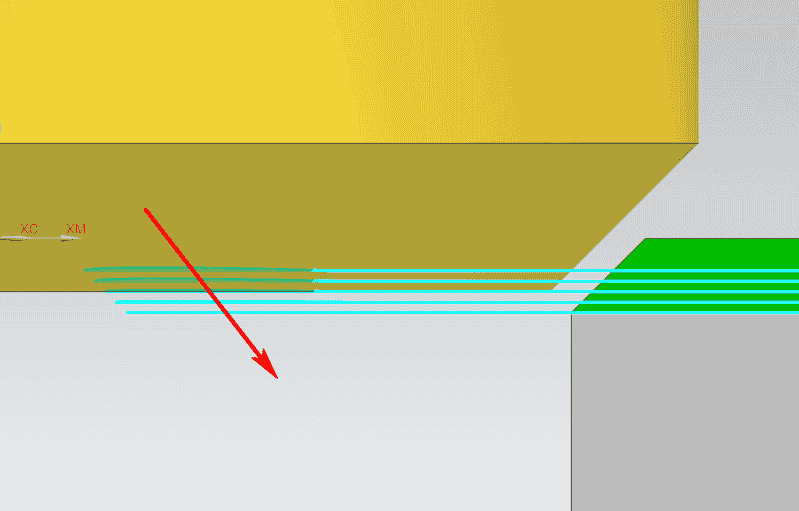
图7
从图7刀路可以看出,分层的多个刀路是倒角斜面法向深度多刀刀路结果。
声明:本站部分文章及图片源自用户投稿,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!