产品分析
该车型的左/右门槛内板前段产品形状为典型的U形梁类件,如图1所示。
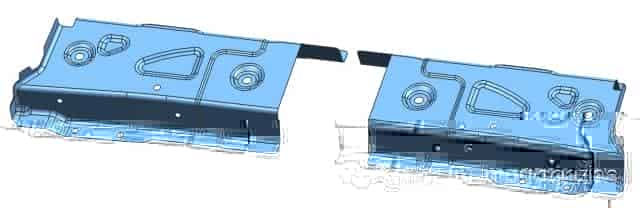
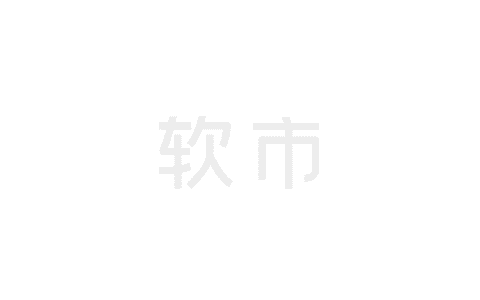
图1 零件图
该零件料厚1.6mm,材质为B400/780DP,材料参数如下:
表1 材料参数
牌 屈服强度/MPa抗拉强度/MPa断后伸长率/%
B400/780DP400~590780≥16
该件呈U形,左右件完全对称,两端开口棱线处约束回弹的形状很少,且B400/780DP材料的抗拉强度达到了780MPa,属于超高强度钢板,成形时两侧壁回弹难以控制。该件位于车身发动机舱总成与侧围总成连接处,搭接件较多,对面差、止口、孔的精度要求较高。
成形方式的确定
传统的成形方式
该件整体形状较为简单,采用落料后成形的成形方式。一般采取3次成形工艺(图2),落料后经两次成形加一次侧整回弹将产品成形到位后冲孔,共5序。

图2 传统的成形方式工序图
这种成形方式工序较多,需要5序才能完成,且回弹控制较困难,需要多轮调试才能将侧整的回弹补偿抓准。
优化后的成形方式
通过工艺改进将成形工序简化为2序(图3),落料后先将产品预成形成“W”形,然后侧整成形及侧整回弹将产品成形到位后冲孔,共4序。
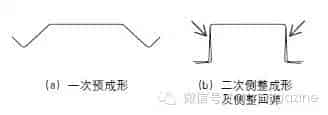
图3 优化后的成形方式工序图
这种成形方式有以下优点:1)工序较少,4序即可完成;2)零件止口精度较易控制;3)棱线部位经过两次变形,产生两次加工硬化,棱线部位内部应力释放较多,侧壁回弹较好控制。
冲压工艺设计
根据以上优化后的成形方式,采取冲压工艺方案为:OP10落料→OP20成形→OP30侧整形成形→OP40冲孔侧冲孔。
左右件为对称件,且零件长度仅为400mm,采用左右件合模方式,且OP20有两处上翻成形,采用合模方式还可以消除翻边侧向力。
OP10落料工序设计
⑴ 坯料线展开。此件形状较为简单,使用AutoForm软件将产品做一次展开,即可得到产品的展开形状(图4),左右件为完全对称形状,可共用一副落料模。
图4 产品落料片形状
⑵ 排样。由于该件右上角部位伸出一个形状,单片落料材料利用率较低,因此采取一个毛坯落两片料的对排排样落料方式,将伸出形状的废料加以利用,搭边值取4mm(一般为2~2.5倍壁厚),此排样落料方式的材料利用率高达81.2%(图5)。
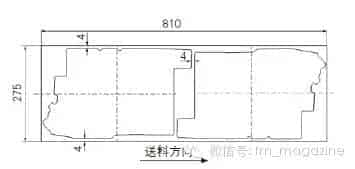
图5 落料排样图
OP20成形工序设计
该工序先将产品成形为“W”形状(图6),“W”形相对于产品成30°夹角,该形状为向下成形FO(down),另该产品端头还有向上成形形状FO(up),所以该工序需设计成上下双浮动成形,下托料芯采用机床气顶杆提供压力源,上压料芯采用氮气弹簧提供压力源。
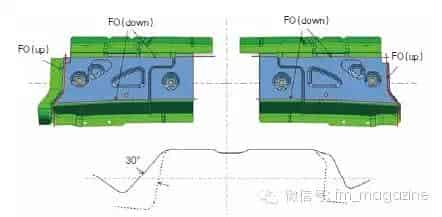
图6 成形工序图及局部断面图
OP30侧整形工序设计
若采用正向整形工艺,回弹不好控制,现场回弹整改难度大,且产品侧壁角度较小,回弹补偿后易出现负角,正向整形无法完成负角的整形内容,而采用侧整形能完美解决这些问题。
由于该工序整形后产品会存在负角,导致整形后无法取件,故将这序冲压方向相对于上一序旋转5°,保证顺利取件。侧整形的角度应尽量与上一序成形后的侧壁垂直,这样可以保证侧整时刀块与料片同时接触,这里我们定为60°(图7)。
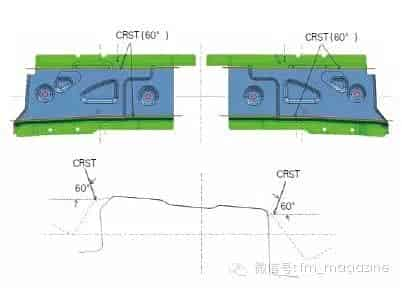
图7 侧整形工序图及局部断面图
OP40冲孔侧冲孔工序设计
侧整形完成后,产品形状稳定,且零件对孔精度要求较高,所有冲孔在该工序完成。与冲压方向平行孔采用正冲,侧面孔采用侧冲(图8)。
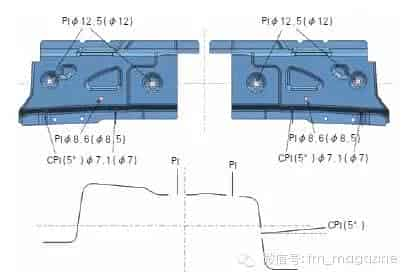
图8 冲孔侧冲孔工序图及局部断面图
CAE验证及回弹计算
OP20成形工序的CAE验证
由于材料抗拉强度达到了780MPa,内部应力较大,回弹较严重,但由于后序还有一序侧整形,该序回弹可暂不考虑,回弹在侧整形工序进行验证,该工序重点验证成形中的起皱及开裂。
采用AutoForm模拟软件分析,从计算结果看产品无开裂风险,局部有起皱趋势,在可接受范围内,该工序工艺造型设计可行(图9)。
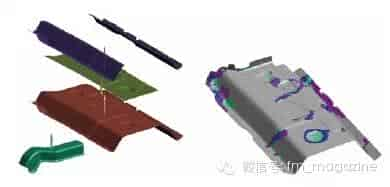
图9 成形工序CAE结果图
OP30侧整形工序的CAE验证及回弹量的计算
该工序需验证两个方面,一方面验证成形性,有无开裂起皱风险;另一方面计算侧整形后产品的回弹量,为后续回弹补偿提供准确的数据。
从AutoForm模拟分析软件的计算结果(图10)看,产品无开裂风险,局部有起皱趋势,在可接受范围内,该工序工艺造型设计可行。
回弹的计算结果如图11所示。从结果看两侧壁及法兰回弹较大,最大约5mm,回弹从顶部棱线向外张。
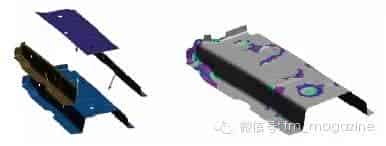
图10 侧整形工序CAE结果图

图11 侧整形工序回弹分析CAE结果图
回弹补偿
根据以上计算的回弹值采用ThinkDesign软件制作回弹补偿造型,将回弹补偿造型应用到侧整形工序中,保证侧整形后能回弹到产品的状态。如图12所示。
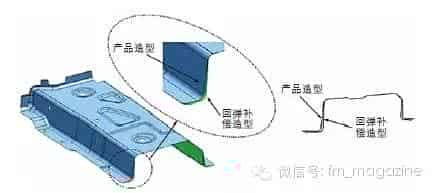
图12 回弹补偿及回弹补偿断面图
实践验证
通过现场的加工、调试,零件成形性良好无开裂、起皱等缺陷,回弹量在公差范围之内,面差、止口、孔满足精度要求,装车状态良好,表明工艺方案可行,回弹补偿合理。图13所示是成形后的零件实物图。
图13 零件实物图
结束语
通过合理的选择成形方式和准确的CAE模拟分析,可以降低零件产生质量缺陷的风险,减少工序数量,降低模具开发成本,保证该零件的成形性及精度要求,零件回弹通过回弹补偿的优化也得到了有效的控制。
声明:本站部分文章及图片源自用户投稿,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!