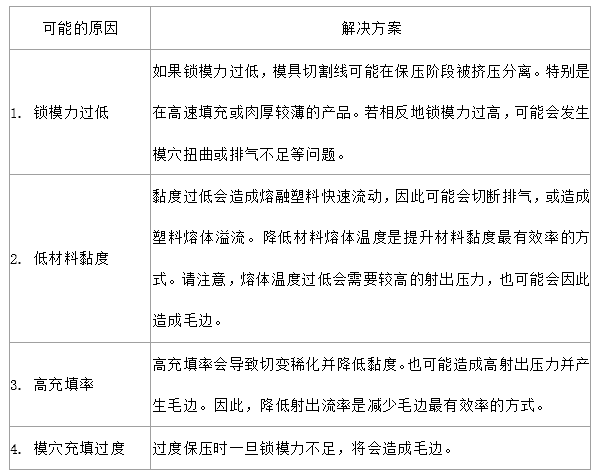
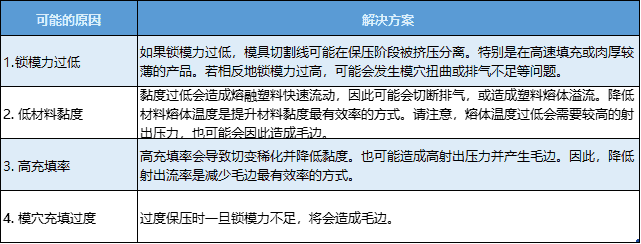
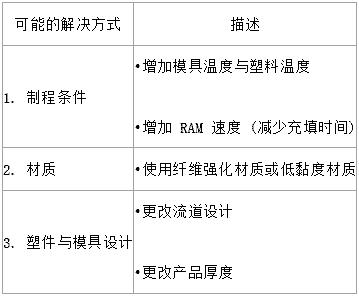
如何避免毛边?
模具切割线或顶针安装点会产生毛边。这是因为熔融塑料剥落并黏在间隙上。下列为产生毛边的原因:
moldex3d 仿真的毛边后处理范例
在此范例中锁模力是毛边的指标,因为锁模力是用来保压两个半边模具所需的力量数。Moldex3D 以图表方式显示随着时间变化的锁模力。
在填充或保压阶段时,锁模力可能会达到最高值。我们必须检视图表以查看放大后的上升与下降情形。在此范例中,最大值为 51.65 Tons。
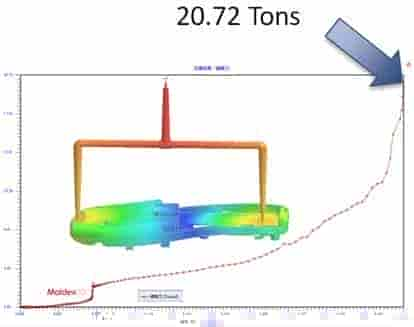
所需锁模力不该超过最大机器锁模力的 70%,否则会产生毛边。

如何达成较好的缝合线?
缝合线是射出成型产品的常见缺陷,可造成结构上的缺点。缝合线强度可能受多种原因影响:
增加缝合线强度的后处理范例
流动波前结合时会造成缝合线;缝合线是射出成型产品的常见缺陷。由于缝合线无法避免,常透过增加模具温度以增加缝合线强度。因此,缝合线附近的流动波前温度分布可视为缝合强度的指标。此范例说明如何放置量测节点以观察温度分布。
获得模拟结果后,使用量测节点曲线精灵以沿着缝合线或在缝合线周围新增量测节点。
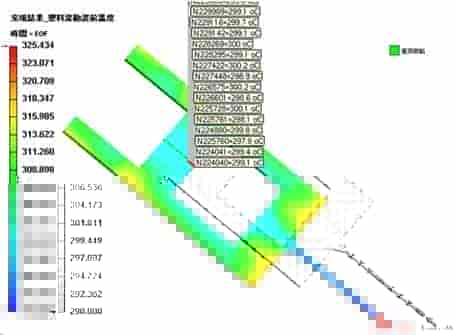
量测节点
充填温度
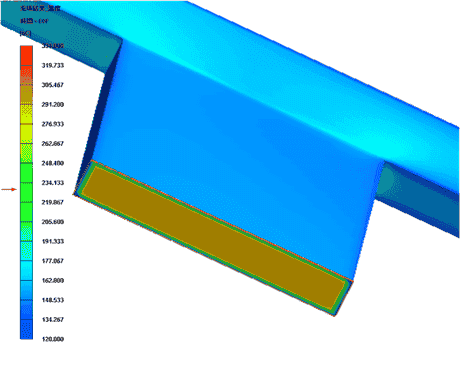
根据量测温度,可将流动波前温度数据导出为 *.csv 档案。根据下图显示,如果模具温度更高,流动波前温度就可维持更高。此外可从下图得知,在内层的流动波前温度可比在模穴表面时维持得更好。
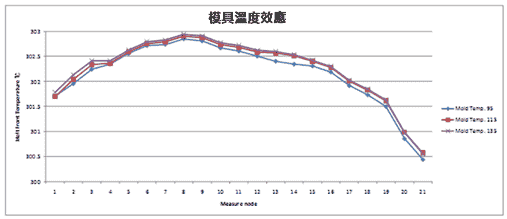
模具温度效应 (内层)

模具温度效应 (表面)
除此之外,增进缝合线强度最有效的方法就是增加塑料温度。下图中,将塑料温度增加10 ℃,流动波前温度也将增加 10 ℃。虽然增加缝合线的温度可能会降低其发生率,但是建议您将这个策略保留做为最后的手段,因为增加塑料温度可能会加剧翘曲程度。
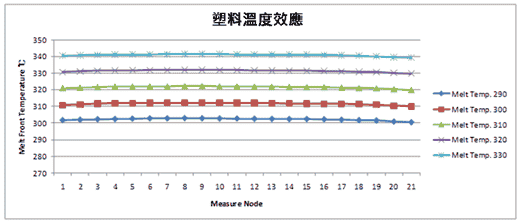
塑料温度 (内层)
声明:本站部分文章及图片源自用户投稿,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!