
目前压力容器设计方法中,基于弹性失效准则的“规则设计”占据主导地位,也能够解决绝大部分常规设备的设计任务,但随着石油化工行业的发展,承压设备越来越大型化和复杂化,在工程设计中,经常会遇到结构比较特殊,且缺少设计理论和设计方法的问题。

压力容器分析设计的现状与挑战
近些年来,随着数值方法尤其是有限元法的不断发展和完善,基于有限元法和各种先进设计理论的发展研究,“分析设计”作为力学理论与工程实际紧密结合的产物,代表了近代设计的先进水平,在压力容器行业中得到越来越广泛的应用。
- 其一,分析设计可以解决规则设计无法解决的问题;
-
其二,分析设计采用更为符合实际的弹塑性失效准则和塑性失效准则,简单来说,其先进性在设备设计上的优势主要体现在可将原本粗大笨重的设备进一步的优化,能大大减少设备材料浪费,降低制造成本。
我国分析设计规范是在ASME Ⅷ-2基础上建立起来的,并于1995年在全国开始实施,至今有限元应力分析设计理念引入国内已有近30年的时间,在这30年的时间里,分析设计在国内得到了蓬勃的发展和应用,主要原因在于:
-
1)石油化工行业的发展,越来越大型化的设备、复杂化的结构、苛刻化的条件,规则设计的短板日趋显著,使得分析设计的用武之地和在解决非常规问题方面的优势性得到最大的体现和认知;
-
2)JB4732标准的实施,在行业内使得分析设计有了标准依据可遵循,为分析设计的应用指明了方向、划定了规则;
-
3)大型有限元软件的日趋发展成熟,在软件入门、操作的简便性、结果处理的快捷性方面越来越友好、越来越工程化,大大降低了工程设计人员入门门槛和学习、操作的难度;
-
4)分析设计在工程应用上解决了大量的问题,也积累了大量的设计和使用经验,这些经验进一步验证了分析设计相较于常规设计的优越性,也不断在丰富和完善着分析设计的理论体系和规范体系;
- 5)分析设计理论的越来越完善和先进,结合行业不断向前发展的趋势,从业人员对于分析设计的认知和理解有了很大的提高,无论是基于提高自身硬实力,或是想谋求更好的职业发展,或是想多赚点钱以改善生活,不可否认的是,越来越多、不想躺平的从业人员都意识到分析设计对于自己的重要性,开始投身于分析设计的学习和取证。
正所谓“有人的地方才有江湖”,只有越来越多的从业人员投身于此,才能推动分析设计在行业内更为长足的发展和进步,将分析设计的理念发扬光大。但任何事物都具有两面性,与此同时,在工程应用上也出现了一些令人不安的现象:
-
1)一些从业人员急于求成,只能说是刚刚入门会操作个软件,对分析设计理论和有限元法的理解仅是一点点皮毛,但是已经直接开始分析一些复杂的工程问题,并且把分析的结果当作是真实的结果,用来指导自己的结构设计,潜伏着巨大的隐患;
-
3)职场上也不乏有从事分析设计多年的从业人员,有限元软件用的很熟练,经验也很丰富,但是忽视了对理论和标准的深入理解,造成了只会机械性的用软件建模计算,而缺少了些融会贯通、优化设计的灵活性。
-
4)分析设计的理论一直是在进步和发展的,比如安全系数在降低,弹塑性分析手段逐渐登上舞台,支撑分析设计理念的材料加工、制造、检验等水平也在不断提高。但相反的是,分析设计在一些从业人员的工程设计上似乎有越来越保守的趋势,行业内目前的一种状态好像谁对“分析设计”这四个字都可以脱口而出,然后一言不合就要分析设计,但是却对分析设计最基本的理论和概念都不清楚。另一种极端状态是,谈“分析设计”色变,往往“一刀切”,凡是分析设计的设备,一下子把所有结构、材料、制造、检验的技术要求提高到最高,只恨不能将标准中的所有要求都列在图纸上,造成采用分析设计的设备不仅没能体现出其在节约材料、制造成本上的优势,相反却变得更加笨重昂贵。
以上的论述,不可否认的是分析设计的理论在不断完善和向前发展,同时不容忽视的是分析设计在工程设计上似乎并没有完全体现出其优势性,却有不进而退的隐患和趋势。软件的发展所带来的贡献毋庸置疑,但同时也需意识到,软件的使用对于个人来说也可能会变成一把双刃剑,使用得当,自然如虎添翼,过度依赖,也可能自食其果。需清晰的明白一切的设计都应该基于理论分析,任何软件只不过是一种辅助设计工具,是为我们所用来实现我们设计思路的,而不要忽视了理论基础让软件反客为主,来指导我们做设计。
所以,学好压力容器分析设计的核心永远是“分析”,而不是任何一款有限元软件,这个“分析”中包括:
-
(1)基于理论知识的分析(永远是第一位);
-
(2)对标准的理解和应用(第二位);
-
(3)设计经验的积累与分析(第三位);
- (4)软件的熟练操作和灵活运用(第四位)。
下面简单的分享几个例子说明在压力容器设计中“分析”的重要性和核心地位:
案例1-基于理论知识的分析

问:采用有限元计算一个模型,计算出来的最大总应力值为250Mpa,而通过此最大应力点定义路径提取出线性化后的计算结果发现薄膜+弯曲应力的值为260Mpa>最大总应力值250Mpa。理论上是不可能的啊,软件计算是不是有问题啊,是不是计算有误?
答:理论上来说,薄膜+弯曲应力值确实是不应该>总应力值的;在力学模型、边界条件和载荷条件均施加正确的前提下,软件计算出现这种情况是正常的,那么为什么线性化后的结果会出现这种奇怪的现象呢?问题又出在哪里呢?
2、原因分析:六应力分量法存在的自身缺陷
等效线性化处理方法的基本思想来自材料力学和板壳理论中薄膜应力和弯曲应力(它们都是截面上的正应力)沿截面均匀分布和线性分布的现象。由材料力学的知识可知:弯曲应力沿截面的分布规律是线性分布的,而横剪应力沿截面的分布规律应该是抛物线分布的,如下图所示:
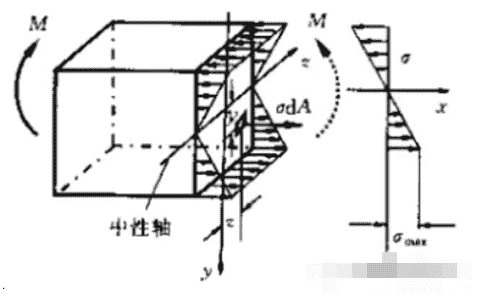
弯曲应力的最大值在截面的上下表面处,在中面处为零;而横剪应力则恰恰相反,在上下表面处应力值为零,在中面处应力值最大,即弯曲应力最大的表面处横剪应力为零,反之,在横剪应力最大的中面处弯曲应力为零。所以在材料力学和板壳理论中强度校核都是严格的按两步进行:先校核表面处薄膜+弯曲应力能否满足强度要求,再校核中面处薄膜应力+横剪应力是否满足强度要求,这才是正确完整的校核步骤。而现用的等效线性化处理方法则忽略了这一基本思想,而是把6个应力分量一视同仁,都作线性化处理并混到一起去计算应力强度,这种一视同仁做法的结果就是:
原本沿截面抛物线分布且在上、下表面处本应该为零的横剪应力按六应力分量法线性化等效处理后变成了沿截面均匀分布的平均剪应力,即在上下截面处人为的增加了虚假的剪应力分量,而这个平均剪应力按等效处理又被划归为薄膜应力成分,这就最终导致了线性化后的薄膜应力增大,进而薄膜+弯曲应力也相应增大,甚至当应力分布曲线下凹时也会出现薄膜+弯曲应力>总应力的奇怪现象,这将直接影响PL+Pb和PL+Pb+Q两项应力评定的准确性。
声明:本站部分文章及图片源自用户投稿,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!